HOME Pulverized Coal Boiler
Pulverized Coal Boiler
Pulverized Coal Boiler

At present, efficient pulverized coal fired industrial boiler, uses coal power ground by high quality coal dust, featuring the highest thermal efficiency and maximum energy-saving. So the boiler is the first extension project of 'Opinions on the Implementation for top 10 major Energy-saving Projects of 11th Five-year Plan of the State'.

-
Storage Safety
Heat preservation、Temperature measurement
Underground protection
CO2protection
Explosion-proof -
Transportation Safety
Low intensity(0.5)
Stable flow speed(16-30)
Underground protection -
Burning Safety
Automatic burner controlling system
Fire measurement and protection
Membrane panel design
-
Environmental Protection IndexEmission of TSP:≤30mg/m3
Emission of SO2:It can meet the requirements of the local regulations on environmental protection.
Emission of Nox:≤400mg/m3 -
Technical IndexMaterial coal shall be entered into the cryogenic grinding roll to be ground and sorted, after it is dried up to less than 5 per cent by rotary drying kiln, the quality index is the following:
Qnef:≥4500kcal/kg
Vdaf:≥25%
Mmf:≤5%
Aad:≤25%
Percent passing of sieve mesh number of 200:>95%

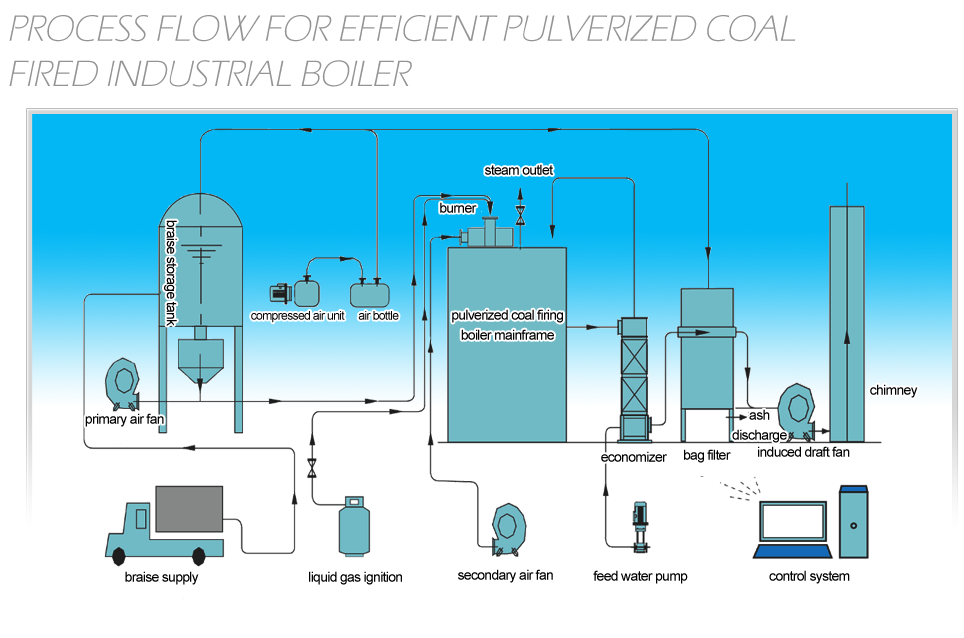
Combustion Methods
Efficient pulverized coal-fired boiler system consists mainly of
the following equipments: which are braise storage-supply
subsystem, burner subsystem, measurment and control subsystem,
boiler subsystem, bag-type dust remover subsystem, heating power
subsystem, and other equipments, etc. The coal dust, which
conformity with quality, shall be ran into coal dust tower by the
closed tank wagon from coal dust factory. After it is put in
measuring midbin as required, the braise in tower shall be sent to
the pulverized coal burner by the feeder and the wind-power mixing
tube. Firing system is constructed by burner and boiler furnace.
After radiation and heat convection, high-temperature fume,
produced in combustion process, shall enter the bag-type dust
remover. Clean fume, expelled by bag-type dust remover, is blowned
into atmosphere by the induced draft fan, and fly ash, collected
by bag-type dust remover, is expelled by closed system, which
shall be centralized disposed and used. The operation of boiler
system is completed by ignition sequencer and superordination
computer system in common.
-
Fuelbituminous coal, brown coal
-
Heat Efficiency≥87%~92%
-
Combustion Efficiency≥98%